Sludge-to-energy recovery methods − a review
Published on by Water Network Research, Official research team of The Water Network in Technology

1. Introduction
The need for safe and sustainable disposal routes for sludge becomes more acute with each passing year as the amount of global sewage sludge increases. Annual sewage sludge production has recently been estimated at 10 and 20 million tons dry solids (DS) in Europe and China respectively, with around 85% of the sludge generated in China being improperly discharged to water bodies.
Reuse of the stabilised sludge (i.e. sludge whose pathogen content and putrescence has been substantially reduced) for agriculture represents the most widespread reuse application. However, this route is constrained by increasingly stringent legislation governing the sludge quality for agricultural use – particularly with reference to trace amounts of toxic metals.
The volatile organic content of dried sewage sludge, which generally ranges from 21–48%, equates to a latent energy of 11–22 MJ/kg, which implies a calorific content comparable to and/or higher than lignite or various biomass materials. Energy recovery from sludge therefore represents an attractive, and indeed established, processing route for eliminating its volatile organic matter while recovering both energy and other resources. The latter include the end solid product and constituents such as nutrients, and phosphate in particular.
The selection and/or effectiveness of the energy recovery process is influenced by the sludge physical and chemical properties, and in particular the moisture, nitrogen and heavy metal content. Whilst anaerobic digestion (AD) and incineration are both established processes for recovering part of the sludge calorific content, more recently developed thermochemical technologies can potentially offer improved energy capture efficiencies and reduced environmental impact.
2. Technology comparison
2.1 Overview
It is instructive to review some of the newer thermochemical technologies, specifically pyrolysis and gasification, and compare their process characteristics to those of the two established processes (Fig. 1). Several of these attributes can be highlighted:
- The latent energy of the different processes is recovered in different ways. For incineration, it is captured as heat through thermal oxidation (i.e. combustion). The heat can then be either used directly or converted to electrical energy using combined heat and power (CHP) engines, whereas the other three processes produce a liquid and/or gaseous biofuel.
- AD is a biological process, whereas the others are thermochemical. The AD process is therefore much slower and so the plants much larger in terms of land area.
- AD provides a relatively low conversion of the organic carbon, with 40–70% of the organics remaining in the solid residue (digestate) product fraction following treatment.
- The three thermochemical processes provide >80% elimination of the organic carbon and are considerably more rapid, with treatment times of minutes or even seconds compared to the 7–35d residence time of AD.
- AD generates a methane-rich (45–85%) biogas. Pyrolysis and gasification can respectively recover the latent energy predominantly as a pyrolytic oil or 'bio-oil' (from condensable, combustible gases) and hydrogen gas (the dominant constituent of the 'syngas' product stream from gasification).
- Pyrolysis and gasification are respectively conducted under oxygen-free or oxygen-depleted conditions and generate product streams with reuse potential (Table 1). The biochar product from these processes can potentially be used in higher-value applications than those appropriate to the solid ash residue from incineration.
- The three thermochemical processes require sludge pretreatment by dewatering and thermal drying to reduce the moisture content, whereas AD requires only sludge thickening as pretreatment.
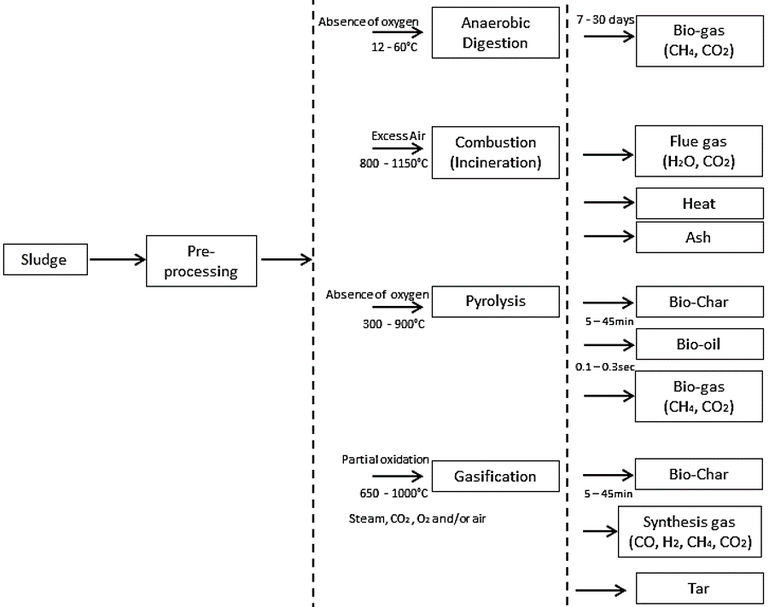
Figure 1. Potential sludge-to-energy recovery routes
| Source | Application |
|---|---|
| Tar/bio-oil | Reforming to syngas |
| Syngas/bio-oil | Conversion to liquid transport fuels or chemicals |
| Biochar | Gasification to syngas; combustion for thermal energy recovery |
| Biogas/syngas | Combustion for thermal energy recovery; upgrade to methane/hydrogen |
| Thermal energy | Conversion to electrical energy using turbines or CHP engines |
The dry solid (DS) fraction of the sludge is made up of:
- non-toxic organic compounds derived mostly from plant sources (characterised by a high volatile solids content), accounting for up to 48% of the DS and ~60% of the energy content in the raw wastewater and with a heating value of 11–22 MJ/kg
- micro-organisms, including pathogens
- non-toxic inorganic compounds of aluminium, silicon, iron, calcium-containing and other benign elements
- toxic inorganic compounds containing metals such as zinc, nickel, mercury and chromium and non-metals such as arsenic: these compounds are higher in concentration in sludge than in other solid fuels and derive mainly from industrial waste and corroded sewers
- toxic organic pollutants like dioxins and polycyclic aromatic hydrocarbons, and
- phosphorus- and nitrogen-containing compounds from peptides, proteins, sugars and fatty acids.
These constituents change physically and chemically with each energy recovery method. Such variations include reduction in organic content, fluctuations in pollutant stability and toxicity, release of volatiles from solid fuels, densification of sludge and transformation of sludge into mainly inorganic compounds.
2.2 Anaerobic digestion
AD (Fig. 2) generates a biogas made up of 60–70% methane, 30–40% carbon dioxide and traces of other gases such as (H2S). The biogas has a calorific value of 28–39 MJ/Nm3 and can be upgraded by water scrubbing to produce a 97% methane biogas with a calorific content of up to 51 MJ/Nm3.
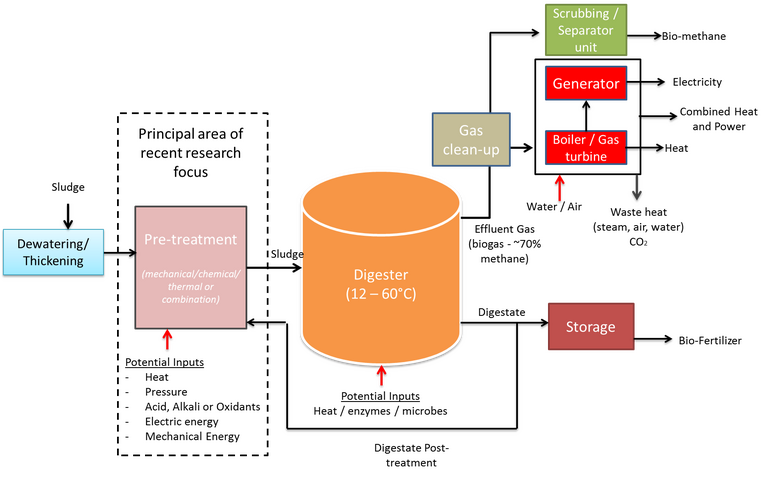
Figure 2. Anaerobic digestion process schematic
The latent energy in the biogas can potentially offset ~50% of the wastewater treatment plant energy consumption. Moreover, the supernatant product has a high nutrient content (phosphorus and nitrogen) which can be recovered for use as fertilisers for agricultural and soil reclamation purposes. However, the capital costs associated with the large plant size (relating to the long residence time) and the required degree of process control to maintain optimum biochemical conditions has limited implementation of AD to large treatment plants with the appropriate economy of scale.
Optimisation of the AD process to enhance the biogas yield has focused on effective process control, in particular temperature and pH, and pretreatment to enhance hydrolysis of the organic matter. Pretreatment methods have included chemical (oxidation or pH adjustment), mechanical (such as ultrasonication), and thermal (hydrothermal and microwave heating). These have all been demonstrated to enhance the biogas yield, and hydrothermal processes in particular have been successfully commercialised for this duty, but all pretreatment methods are subject to some constraints which ultimately impact on cost and technical efficacy (Table 2).
| Method | Advantages | Disadvantages |
|---|---|---|
| Acid or alkaline dosing | Simple to integrate | High operating cost (chemical consumption) |
| Low capital cost | Increased sludge mass | |
| Storage of hazardous materials | ||
| Ozonation | Flexible operation | High energy consumption |
| Reduced sludge volume | Possible mineralisation of cellular matter | |
| Ultrasonication | Low cost | High energy consumption |
| Simple maintenance | Scale-up challenges | |
| Microwave irradiation | Rapid heating | High energy consumption |
| Simple regulation | Scale-up challenges | |
| Hydrothermal treatment | Reduced sludge volume | High energy consumption |
| Improved sludge dewaterability | High capital cost | |
| Possible ammonia generation |
While incurring a large footprint and providing limited organic carbon conversion compared with thermochemical methods, AD is currently the most extensively used of the sludge resource recovery methods, with a number of different process configurations. The process benefits of energy neutral or positive operation overall due to the obviation of drying (Fig. 3) present significant advantages over the alternatives. Moreover, co-digestion with food waste has been shown to boost biomethane production and improve efficiencies generally. It has also been shown that pyrolytic post-treatment of the dried digestate can provide further energy efficiencies.
Anaerobic digestion − an introduction
Anaerobic digestion − an introductionSource: Judd Water & Wastewater Consultants / YouTube
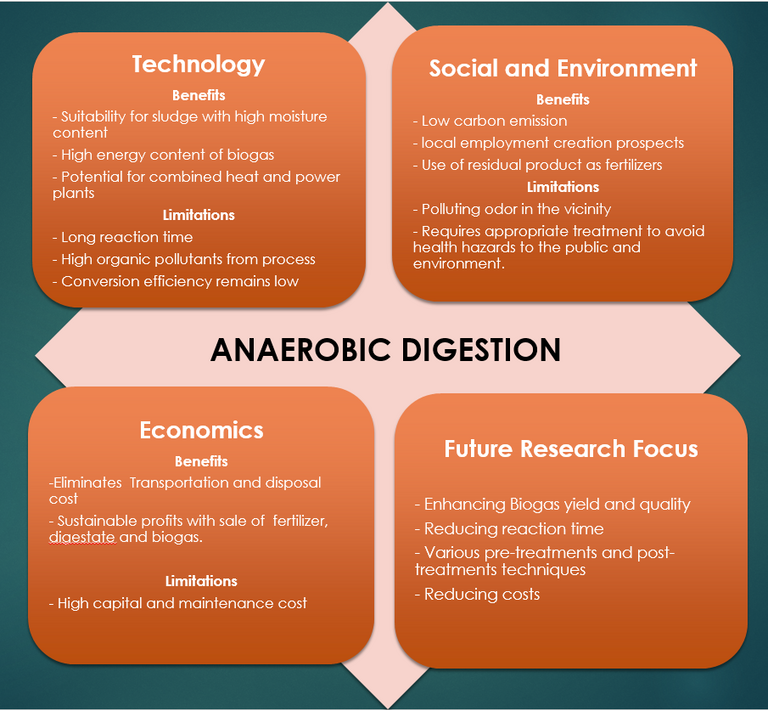
Figure 3. Anaerobic digestion, pros and cons
2.3 Combustion
Combustion (or incineration), like AD, is an established method for sewage sludge stabilisation and resource recovery, recovering thermal energy while reducing the sludge volume by up to 90%. Unlike AD, a substantially dried feed is required (Fig. 4), with moisture content between 20 and 50%, and no useful combustible product is generated. Instead, as well as CO and CO2, the process produces harmful products such as oxides of nitrogen and sulphur (NOx and SOx) and suspended fly ash particles from furnace temperatures above 850°C. The flue gas, following thermal energy recovery, therefore requires extensive treatment prior to discharge.
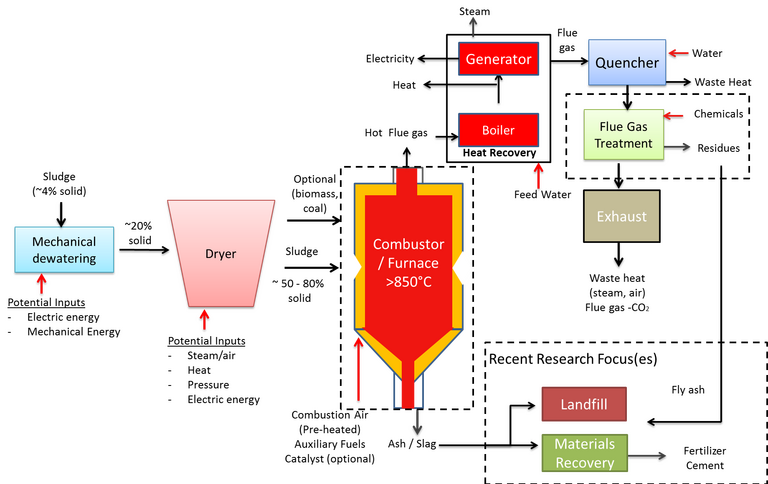
Figure 4. Combustion process schematic
The reuse of the solid ash/fly ash product is dependent on its composition. Higher-value reuse applications such as soil amendment is only possible if the heavy metal content is sufficiently low. The ash can otherwise be used in construction as a lightweight aggregate, or else must be disposed of to landfill.
Developments in incineration have been focused on:
- improving combustion reactivity and completion by optimising reaction parameters, using catalysts and/or blending with other fuels such as coal oil shale and biomass
- reuse of the ash products as fertilizer or cement, and
- reduction of harmful emissions such as CO, NOx, SOx, polyaromatic hydrocarbons (PAH) and heavy metals.
As with AD, co-treatment with other materials has been explored as a means of increasing efficiencies. Specifically, co-combustion with the feed fuel in coal-fired power stations offers a means of both eliminating the high cost associated with dedicated sludge incinerator installations and reducing net carbon emissions from fossil fuel usage. In such cases, the technical and economic viability of combined- vs single-source combustion must be critically studied with reference to operational efficiency, and pollutant formation and emissions via the flue gas or ash products (Fig. 5).
Taxonomy
- Water-Energy Nexus
- Sludge Treatment & Management