Air Valves and Dinosaurs
Published on by Peter Beetham, Director at Self Employed in Technology
Air valves and Dinosaurs - I am sure Dinosaurs had air valves.
Now that I have your attention let us look at this Dinosaur device. Any reliable Air Release Valve (ARV) should perform many roles especially in wastewater situations. The controlled release of air, the ingress of air to prevent pipe collapse, the shock absorber effect to lessen water hammer and of course the ability to operate reliably in the highly contaminated wastewater environment.
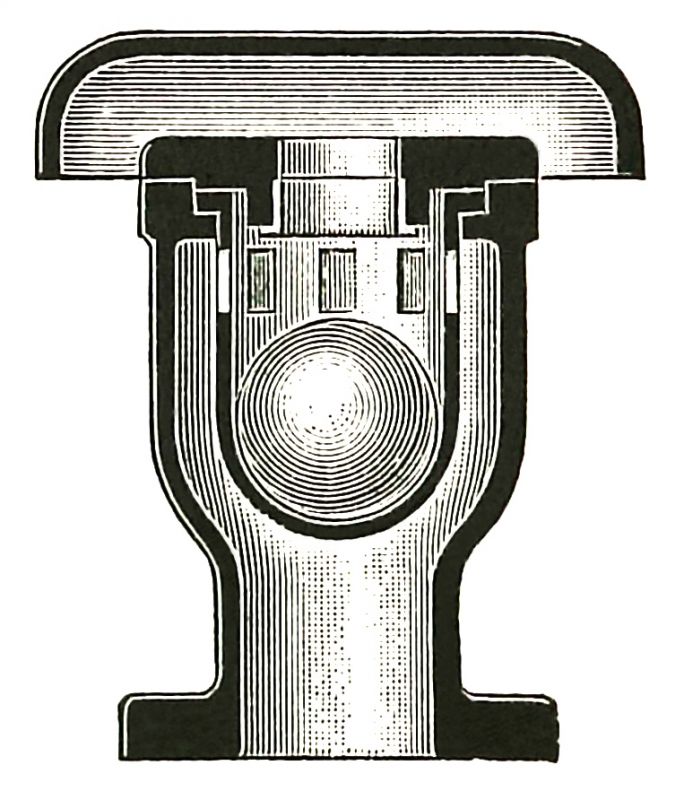
Water mains air valve ball valve, Source: Wikimedia Commons
Am I mistaken in thinking that most air valves are designed to fail?
Wastewater mains invariably have pressure in the 1-10bar range. The accumulation of air can sometimes, but rarely, be removed by water velocity alone. This air removal is the domain of the air release valve.
Without exception, the design of these modern day dinosaurs show the air/water entering the valve with some force directly under the float assembly. A direct hit on the base of the float will have a pronounced lifting force on the float thus pre-empting the premature closing of the valve by high velocity air flow alone.
Assuming the valve has withstood this high velocity air stream and has now closed by the buoyancy of the float all should be well. Not so, now we have another major problem that is rarely shown or discussed. Let us assume an average pressure of 5 bar in the main causing the air above the float to compress 5 times after the valve closes thus allowing a relatively large volume of water to rise above the float and in very close-proximity to the seal mechanisms.
This being a high point in the main it becomes a receptacle for any floating detritus such as cotton tips, rags, fats, syringes and even kids toys etc.. The entry of air bursts into this area then has a volcanic effect of throwing this mess at the seals with ultimate blocking or leaking occurring. If the valve goes to negative flow with air ingress this rubbish invariably remains trapped above the float and is added to by further cycles of the ARV.
Some ARVs are designed with extra-long float shafts ostensibly to keep this floating mess from accessing the seal assembly. This large gap has the opposite effect as the more air above the float the more compression and thus more highly contaminated water rising above the float.
The most often occurrence is for the space above and around the float assembly of the single chamber ARV to become totally blocked with congealed fats containing all of the above contamination. This then leaves the main compromised with no air in or out plus extra run time of the pumps and many other issues. The servicing of this valve then requires removal to a workshop for very difficult and unpleasant, sometimes dangerous, cleaning. I see flushing points added to many ARVs but under the above very common situations these flushing points are simply not capable of removing the congealed mess.
DRIP TIGHT SEAL PRESSURES
Most ARV’s have a designated minimum seal pressure. This supposed minimum sealing pressure is to get a drip tight seal. In many situations it is very common for the water column to go into positive/negative/positive/negative cycles. Pressure dropping below the designated minimum sealing pressure allows water and floating solids to directly access the float and seal mechanisms. Ultimate failure from leaking and or blocking is then a certainty. From our experience, all makes of ARV’s suffer from all the above regardless of their design whether it be V shaped, conical, straight tube or other.
SWITCH POINTS:
Much has been made of “switch points” for controlled release of air in high surge conditions. This is only of value when column separation is likely. A random air burst can prematurely activate the switch point thus restricting further large volume air flow. On many occasions we have experienced premature closing of this switch point mechanism with restricted air flows when most required. A better and more reliable design is needed.
WATER HAMMER is another issue that ARV manufacturers claim to lessen. Even when working as designed the single chamber valve has a very small compressed air volume with very minimal anti-hammer effect. This anti-hammer compressed air is often leaked through dirty seals thus allowing solids to totally contaminate the valve.
Incredibly large amounts of information with guidelines and specifications have been published regarding the orifice size, materials of manufacture, placement, SDS, CE, WRAS, WSAA etc. etc.. Strangely it is very rare to find guaranteed performance in highly contaminated sewer mains as a mandatory requirement.
Do the designers and manufacturers of these single chamber valves listen to Field Operators and senior water engineers? It is very common for the failure rates from blocking and or leaking to affect very large numbers (80% is often quoted) of ARVs when used on sewer mains. Also of great concern is the very short, costly, service interval required to keep these problem valves operational. There are many valves in so called service that require weekly or fortnightly cleaning.
For more info write to: pcbeetham@bigpond.com and visit www.vs-4.com
Media
Taxonomy
- Technology
- Valve Design
- Wastewater Treatment